



Өнімдердің ерекшеліктері
1, икемді, арзан және жоғары тиімділік.
2, Басқа қысқыштарды, 5 жақты өңдеуді қажет етпейді және пайдалы қызмет мерзімін ұзарту үшін беттегі орташа қысу күші бірнеше қадамды қажет етеді.
3, Икемді өңдеу, жылдам орнату және дайындаманы жылдам ауыстыру. Оңай тазалау және ол бүйірлік қысқыш, бұрыштық кесу болуы мүмкін.
4, өзін-өзі реттейтін магниттік төсем, дұрыс емес пішінді дайындамаларды қысып, сүйемелдей алады.
5, Күшті қысқыш күшке қажетті қысқыш күштен де күштірек қол жеткізуге болады.
6, Қысқыш аймақ өңдеудің толық спектрін қамтуы мүмкін, ол процесс уақытын жақсарту үшін көптеген дайындамаларды өңдей алады.

Толығымен болаттан жасалған гравюра және магниттік блоктар
1.Жабдықтың барлығы CNC жалпы гравюра технологиясын қолданады, ешқандай таңбаларсыз, жабдықтың жалпы көрінісін керемет етеді.
2.Эпоксидті шайырлы желім тығыздау үшін пайдаланылады, ол жабдық бетінің тегістігін және тығыздалуын айтарлықтай жақсартады, 0,001мм/1000мм дәлдігіне жетуі мүмкін.
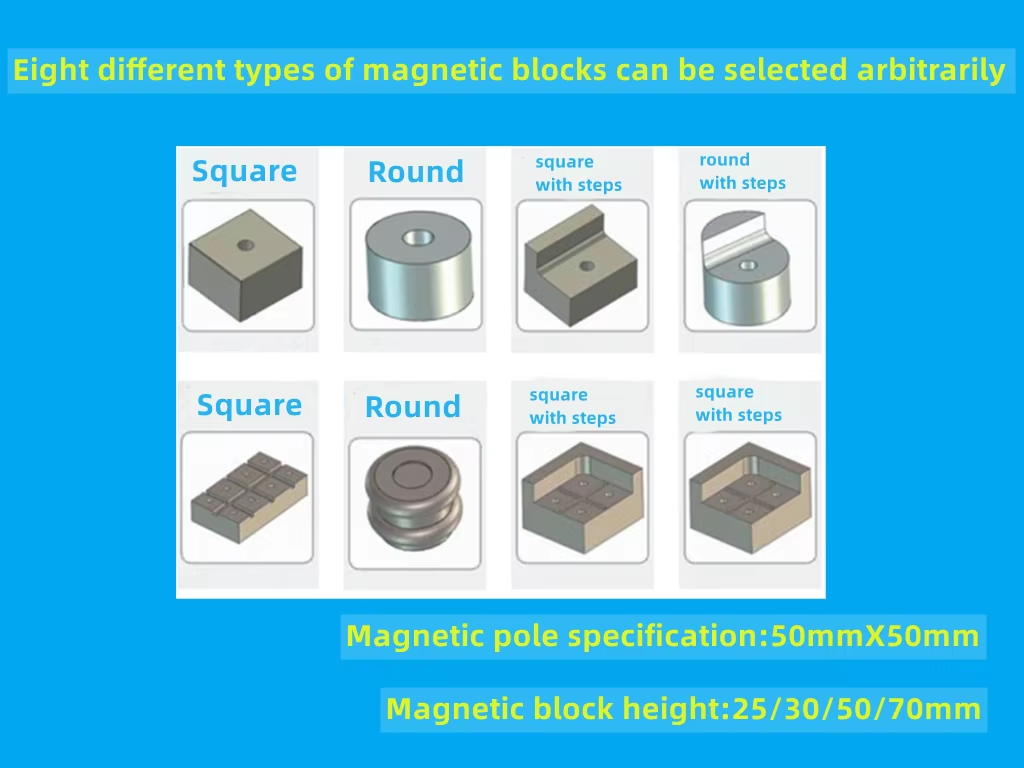
3.Магниттік өткізгіш блоктардың сегіз түрін ерікті түрде таңдауға болады

Сым қорабы
1.Телестік қорап тығыз тығыздағыш материалдан жасалған, барлық болат. Өңдеу кезінде судың түсуіне жол бермеңіз, нәтижесінде жабдық қалыпты жұмыс істемейді.
2. Контроллерді қосатын желі жоғары температура, коррозияға төзімділік, су өткізбейтін және т.
3. Толығымен болаттан жасалған қосқыш қорап.

| Теңшелген қолдау | OEM, ODM, OBM |
| Шығу орны | Қытай |
| Тоқтау | 15-25 күн |
| Қуат | Электр |
| Вольтаж | 220в, 380в |
| Қуат | Электр |
| Материал | Болат |
| Төлем | Т/Т |
| Жеткізу жолы | Теңіз, ауа |
| Пакет | Ағаш жәшік |
| Түс | Реттелетін |
| Қолданылатын машина | CNC фрезерлік станок |
| Өлшем | Бапталған |
| Қолданылуы | Жұмыс холдингі |
| Ерекшелік | Тұрақты электромагниттік магнит |
| MOQ | 1 Жиын |
Өнімдерді қолдану
1. Шағын және орта өлшемді бөлшектерге және өрескел дайындамаға қолданылады. Бұрғылаудың және қарқынды өңдеудің шағын бөліктеріне қолданылады. Дайындаманың қалыңдығы 10 мм-ден жоғары болуы керек.
2. Магниттік жұмсақ тырнақтар мен жылжымалы блоктың көмегімен дайындамаларды қысу процесінің қосымша мүмкіндіктерін жасауға болады.